

波峰焊技術(shù)入門:原理、應(yīng)用與行業(yè)標準
發(fā)布時間:2025-05-27 瀏覽:次 責(zé)任編輯:晉力達
波峰形成
波峰焊技術(shù)的核心在于形成穩(wěn)定、可控的焊料波峰。焊料通常是由錫、鉛等金屬合金組成,通過電加熱或氣加熱方式熔融。在特制的波峰焊機內(nèi),熔融的焊料受泵的作用,經(jīng)過噴嘴形成連續(xù)、平滑的波峰。例如常見的電磁泵,通過電磁感應(yīng)產(chǎn)生的力驅(qū)動焊料流動,確保波峰的穩(wěn)定性和一致性。
焊接過程
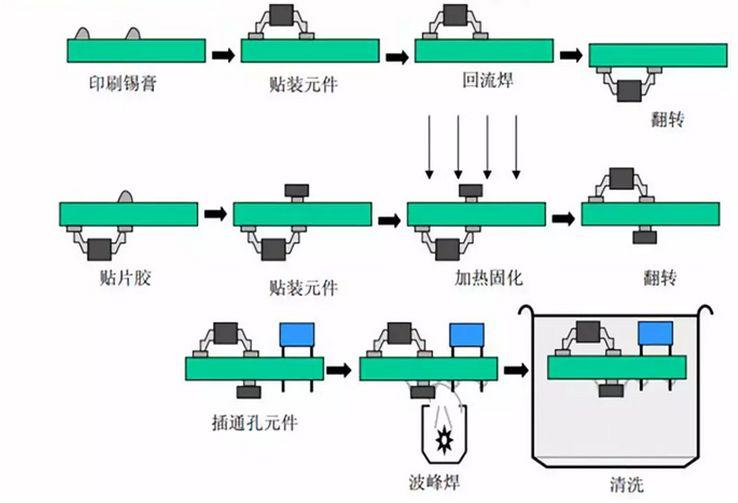
在焊接過程中,預(yù)先裝載有電子元器件的 PCB 板以一定的角度和速度經(jīng)過波峰。一般來說,PCB 板與波峰接觸的角度在 5° - 8° 之間,速度控制在 1.2 - 1.8m/min。PCB 板上的焊接部位在接觸波峰的瞬間,與熔融的焊料發(fā)生潤濕作用,實現(xiàn)焊接。波峰焊機通常配備有預(yù)熱區(qū)和冷卻區(qū),以確保焊接質(zhì)量和提高生產(chǎn)效率。預(yù)熱區(qū)可將 PCB 板溫度提升至 90℃ - 130℃,有助于去除水分、增強助焊劑活性;冷卻區(qū)則采用風(fēng)冷或水冷方式,快速降低焊接部位溫度,使焊點迅速固化。
波峰焊技術(shù)的優(yōu)點
波峰焊技術(shù)之所以在電子制造行業(yè)廣泛應(yīng)用,得益于其顯著的優(yōu)勢。其一,焊接效率極高,能夠?qū)崿F(xiàn)對 PCB 板上眾多元器件的一次性快速焊接,每小時可處理數(shù)十至上百塊 PCB 板,極大地滿足了大規(guī)模生產(chǎn)的需求。其二,成本優(yōu)勢明顯,相比手工焊接或一些特殊焊接工藝,波峰焊設(shè)備可連續(xù)作業(yè),降低了人工成本,并且批量焊接減少了焊料等耗材的浪費 。其三,焊接質(zhì)量穩(wěn)定,在標準化的焊接流程下,焊點的一致性好,可靠性高,有效減少了虛焊、漏焊等焊接缺陷的產(chǎn)生。其四,兼容性強,除了擅長焊接通孔插裝元器件(THT)外,經(jīng)過適當(dāng)?shù)墓に囌{(diào)整,也能處理部分表面貼裝元器件(SMT),適用于多種類型電子產(chǎn)品的生產(chǎn)。
波峰焊技術(shù)適用場景
波峰焊技術(shù)適用于大批量、中批量電子產(chǎn)品的生產(chǎn),尤其適用于通孔插裝元器件(THT)的焊接。對于表面貼裝元器件(SMT),雖然也可采用波峰焊技術(shù),但通常更傾向于使用回流焊技術(shù)。這是因為 SMT 元器件尺寸較小、引腳間距細密,回流焊能更好地滿足其高精度焊接需求。而在計算機主板生產(chǎn)中,大量的 THT 元器件,如電源接口、PCI 插槽等,通過波峰焊可高效完成焊接,保證產(chǎn)品質(zhì)量。
波峰焊技術(shù)的缺點
盡管波峰焊優(yōu)勢顯著,但也存在一定局限性。首先,對設(shè)備要求高,波峰焊設(shè)備結(jié)構(gòu)復(fù)雜,包含焊料槽、泵系統(tǒng)、加熱系統(tǒng)等多個精密部件,設(shè)備采購成本高昂,同時對設(shè)備的維護保養(yǎng)也需要專業(yè)人員和技術(shù),增加了運營成本。其次,工藝控制難度大,焊接過程中的參數(shù),如波峰高度、焊接時間、溫度等,對焊接質(zhì)量影響極大,微小的參數(shù)偏差都可能導(dǎo)致焊接缺陷,需要操作人員具備豐富的經(jīng)驗和專業(yè)知識進行精細調(diào)控。再者,存在環(huán)境污染風(fēng)險,傳統(tǒng)含鉛焊料在使用過程中會產(chǎn)生鉛煙等有害物質(zhì),即便采用無鉛焊料,助焊劑揮發(fā)產(chǎn)生的廢氣也需專門處理。最后,不適用于所有類型元器件,對于超小型、超精密以及引腳間距極小的特殊元器件,波峰焊難以達到理想的焊接效果,容易出現(xiàn)橋連、立碑等問題。
波峰焊技術(shù)的廣泛應(yīng)用
波峰焊技術(shù)在電子制造行業(yè)具有廣泛的應(yīng)用,如計算機、通訊、消費類電子、汽車電子等領(lǐng)域。在手機制造中,主板上的部分元器件采用波峰焊連接,確保信號傳輸穩(wěn)定;汽車電子中的發(fā)動機控制單元(ECU),其 PCB 板上眾多的電子元件通過波峰焊實現(xiàn)可靠焊接,以適應(yīng)復(fù)雜的汽車運行環(huán)境。隨著電子產(chǎn)品的不斷小型化和多功能化,波峰焊技術(shù)也在不斷發(fā)展和完善,以適應(yīng)更高的生產(chǎn)要求。
波峰焊技術(shù)的行業(yè)標準
國際上,關(guān)于波峰焊技術(shù)的標準主要由國際電工委員會(IEC)和國際標準化組織(ISO)制定。例如,IEC 61191 系列標準涵蓋了電子裝配技術(shù)的各個方面,包括波峰焊設(shè)備的性能要求、測試方法和安全規(guī)范等。ISO 9000 族標準則對質(zhì)量管理體系提出了要求,確保波峰焊技術(shù)在生產(chǎn)過程中的一致性和可靠性。在中國,國家標準《電子裝聯(lián) 波峰焊接技術(shù)要求》(GB/T 38598 - 2020) 對波峰焊設(shè)備的性能、焊接工藝和質(zhì)量控制等方面進行了詳細規(guī)定。這些標準對于規(guī)范行業(yè)秩序、提高產(chǎn)品質(zhì)量具有重要意義。
波峰焊技術(shù)的發(fā)展趨勢
隨著環(huán)保意識的增強和電子產(chǎn)品技術(shù)的不斷進步,波峰焊技術(shù)呈現(xiàn)出以下發(fā)展趨勢:
無鉛化
無鉛焊料可以減少對環(huán)境有害物質(zhì)的排放,降低對生產(chǎn)工人健康的危害。目前,錫銀銅合金等無鉛焊料已廣泛應(yīng)用,但在焊接工藝上需要更高的溫度和更精準的控制。
高精度
隨著電子產(chǎn)品向小型化、高密度方向發(fā)展,對波峰焊技術(shù)的精度要求也越來越高。高精度波峰焊技術(shù)將有助于提高焊接質(zhì)量和生產(chǎn)效率。通過優(yōu)化波峰形狀、提升設(shè)備的運動精度等手段來實現(xiàn)。
自動化與智能化
引入自動化和智能化技術(shù)可以降低人為因素對焊接質(zhì)量的影響,提高生產(chǎn)過程的穩(wěn)定性和一致性。例如,通過機器視覺技術(shù)對焊接過程進行實時監(jiān)控和自動調(diào)整參數(shù)等。當(dāng)檢測到焊點存在缺陷時,系統(tǒng)可自動調(diào)整焊接參數(shù),如波峰高度、焊接時間等。
工藝優(yōu)化
隨著電子產(chǎn)品的多樣化和復(fù)雜化,如何進一步優(yōu)化波峰焊工藝,以適應(yīng)不同類型、不同結(jié)構(gòu)的 PCB 板和元器件的焊接需求,是亟待解決的問題。為此,需要不斷優(yōu)化焊接工藝和設(shè)備設(shè)計,以適應(yīng)不同產(chǎn)品的生產(chǎn)需求。
成本控制
在追求高質(zhì)量的同時,如何降低生產(chǎn)成本是波峰焊技術(shù)面臨的挑戰(zhàn)之一。通過提高設(shè)備利用率、優(yōu)化生產(chǎn)流程和降低能耗等措施,可以實現(xiàn)成本控制與品質(zhì)提升的平衡。如采用節(jié)能型加熱元件,降低設(shè)備運行能耗。
波峰焊技術(shù)作為電子制造領(lǐng)域的重要工藝,在提高生產(chǎn)效率和質(zhì)量方面發(fā)揮著重要作用。了解其原理、應(yīng)用場景、行業(yè)標準以及發(fā)展趨勢,對于電子制造企業(yè)提升產(chǎn)品競爭力、推動行業(yè)發(fā)展具有重要意義。
